
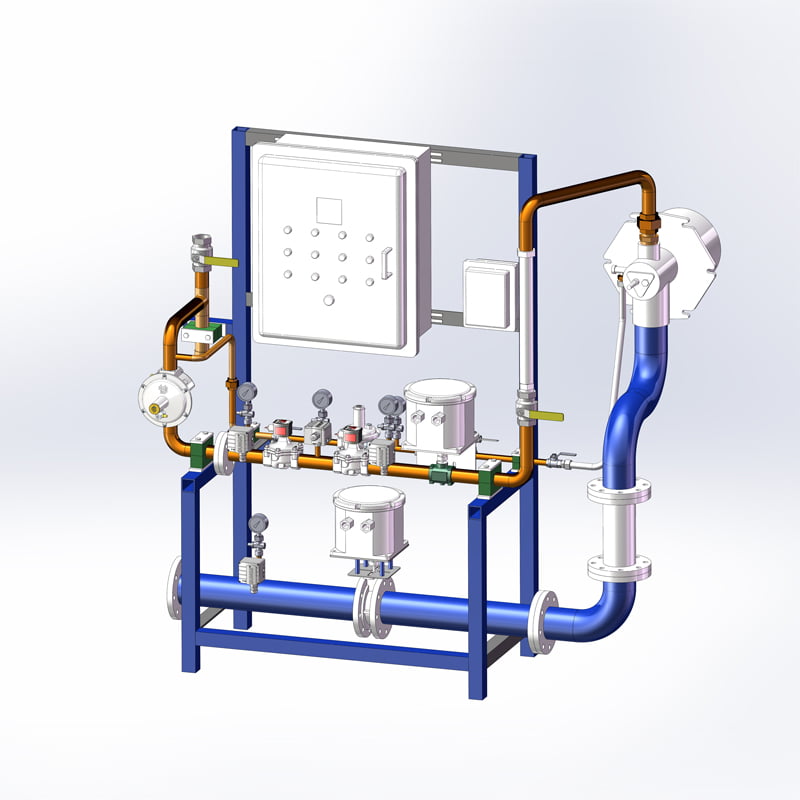
Our industrial combustion system solution for the Carbon Black Industry is engineered to align with the sector’s unique process demands—integrating fuel flexibility (adaptable to gaseous, liquid, or solid fuels based on on-site resources), precise thermal output control tailored to carbon black drying, pyrolysis, or reaction stages, and real-time monitoring of key parameters (temperature, oxygen level, pressure) to optimize combustion efficiency, minimize energy consumption, and reduce emissions (NOx, SOx, particulate matter) to meet stringent industry standards, while featuring wear-resistant and high-temperature-resistant components for harsh operating environments, seamless integration with existing carbon black production workflows, and stable heat supply to ensure consistent material quality and reliable long-term operation.

nozzle-mix


-燃烧系统.jpg)